Analisis Efisiensi Dekontaminasi Pelapis: Komparasi Teknik Sandblasting dan Metode Mekanis Manual
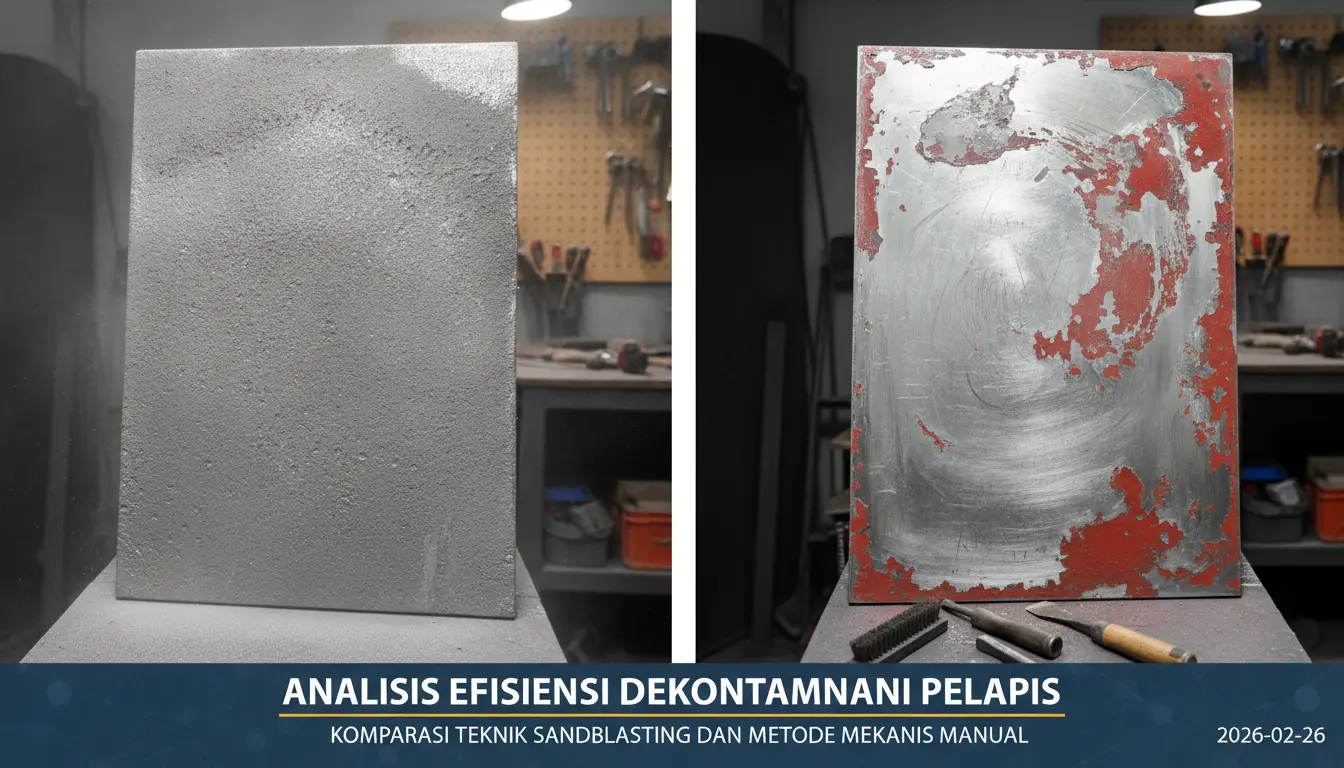
Dalam dunia rekayasa material dan pemeliharaan aset industri, preparasi permukaan (surface preparation) diakui sebagai faktor tunggal paling kritis yang menentukan keberhasilan sistem pelapisan (coating). Statistik industri menunjukkan bahwa lebih dari 70% kegagalan prematur pada sistem cat pelindung disebabkan oleh kontaminasi permukaan atau profil permukaan yang tidak memadai sebelum aplikasi. Artikel ini akan membedah secara mendalam komparasi antara teknik sandblasting (abrasive blasting) yang berbasis energi kinetik tinggi dengan metode mekanis manual yang lebih konvensional, ditinjau dari aspek efisiensi dekontaminasi, morfologi permukaan, dan kelayakan ekonomi.
Mekanika Penghilangan Lapisan: Energi Kinetik vs. Friksi Lokal
Perbedaan fundamental antara sandblasting dan metode manual terletak pada cara energi disalurkan ke permukaan target. Pada teknik sandblasting, media abrasif (seperti pasir silika, garnet, atau steel grit) didorong menggunakan udara bertekanan tinggi melalui nosel. Energi kinetik yang dihasilkan dihitung dengan rumus $EK = \frac{1}{2}mv^2$, di mana kecepatan ($v$) partikel yang keluar dari nosel dapat mencapai kecepatan supersonik. Saat partikel ini menghantam permukaan, mereka tidak hanya mengikis lapisan cat secara lateral, tetapi juga melakukan penetrasi mikro yang melepaskan ikatan adhesi antara pelapis dan substrat.
Sebaliknya, metode mekanis manual—yang mencakup penggunaan sikat kawat, scraper, atau power tools seperti grinder tangan—bergantung sepenuhnya pada friksi lokal dan tekanan manual operator. Meskipun alat bertenaga (power tools) meningkatkan kecepatan rotasi, distribusi energinya tetap terbatas pada area kontak yang sangat sempit dan sering kali tidak mampu menjangkau “lembah” atau pori-pori mikroskopis pada logam yang mengalami korosi pitting.
Standar Kebersihan Permukaan: ISO 8501-1 dan SSPC
Untuk mengukur efisiensi dekontaminasi, industri mengacu pada standar internasional seperti ISO 8501-1 atau standar gabungan SSPC/NACE. Teknik sandblasting secara konsisten mampu mencapai tingkat kebersihan tertinggi, yaitu Sa 3 (White Metal Blast Cleaning), di mana permukaan benar-benar bebas dari minyak, sisa cat, karat, dan benda asing lainnya hingga terlihat warna metalik yang seragam.
Metode mekanis manual, bahkan dengan bantuan alat listrik (power tools), umumnya hanya mampu mencapai standar St 2 atau St 3 (menurut ISO) atau SSPC-SP 3. Pada level ini, hanya karat yang longgar dan lapisan cat yang sudah mengelupas yang terangkat. Kontaminan mikroskopis dan karat yang menempel kuat di dalam pori-pori logam biasanya tetap tertinggal. Hal ini menciptakan risiko besar berupa “korosi di bawah film” (underfilm corrosion) setelah lapisan cat baru diaplikasikan.
Analisis Kedalaman Profil (Anchor Pattern)
Salah satu keunggulan mutlak sandblasting adalah kemampuannya menciptakan anchor pattern atau profil permukaan yang terkontrol. Profil ini adalah kekasaran mikroskopis yang berfungsi sebagai “jangkar” bagi cat untuk menempel secara mekanis.
- Sandblasting: Dengan memilih ukuran dan jenis abrasif yang tepat, teknisi dapat menentukan kedalaman profil (misalnya 50 hingga 75 mikron). Bentuk profil yang dihasilkan oleh sandblasting cenderung tajam dan bersudut (angular), yang memberikan luas permukaan efektif lebih besar untuk ikatan kimia dan mekanis.
- Metode Manual: Penggunaan sikat kawat atau cakram gerinda sering kali menghasilkan permukaan yang justru menjadi halus atau “mengkilap” (burnished). Permukaan yang terlalu halus ini sangat buruk untuk adhesi cat, karena tidak ada struktur pori yang dapat dipegang oleh molekul polimer pelapis.
Komparasi Laju Penghilangan Kontaminan (Removal Rate)
Dalam skala industri, waktu adalah variabel biaya yang paling signifikan. Studi kinetika menunjukkan perbedaan laju dekontaminasi yang sangat kontras antara kedua metode ini:
- Sandblasting: Tergantung pada tekanan udara dan diameter nosel, teknik ini mampu membersihkan antara 10 hingga 25 meter persegi per jam pada kondisi permukaan normal. Efisiensi ini tetap stabil bahkan pada geometri benda kerja yang kompleks seperti sudut internal tangki atau struktur kisi-kisi jembatan.
- Metode Manual: Seorang operator yang terampil menggunakan power tool mungkin hanya mampu menyelesaikan 1 hingga 3 meter persegi per jam. Jika permukaan memiliki tingkat korosi yang parah atau lapisan epoksi yang tebal, angka ini bisa turun drastis di bawah 1 meter persegi per jam.
Selain itu, sandblasting memiliki kemampuan unik untuk menghilangkan kontaminan yang tidak terlihat seperti klorida, sulfat, dan nitrat yang terperangkap di dalam lubang korosi. Metode manual hampir mustahil dapat membersihkan kontaminan kimiawi ini, yang secara osmotik dapat menarik kelembapan melalui film cat dan menyebabkan penggelembungan (blistering).
Dampak pada Integritas Substrat
Meskipun sandblasting sangat efisien, metode ini bersifat sangat agresif. Ada risiko cold working pada permukaan logam tipis yang dapat menyebabkan distorsi atau deformasi permanen. Namun, dalam konteks struktur baja berat, sandblasting justru menguntungkan karena dapat mengungkap retak rambut (hairline cracks) atau cacat pengecoran yang sebelumnya tertutup oleh lapisan cat lama.
Metode manual dianggap lebih “lembut” dan sering dipilih untuk benda kerja dengan toleransi presisi tinggi atau material yang sangat tipis. Namun, kelemahannya adalah risiko “penyemiran” kontaminan. Sikat kawat yang kotor sering kali justru memindahkan residu minyak atau lemak dari satu area ke area lain, bukannya menghilangkannya dari sistem.
Evaluasi Ekonomi dan Logistik
Analisis biaya tidak boleh hanya melihat pada pengeluaran awal, tetapi juga pada biaya siklus hidup (life-cycle cost).
- Biaya Peralatan: Sandblasting memerlukan investasi awal yang besar (kompresor udara kapasitas tinggi, tangki blast pot, selang tahan abrasi, dan sistem filtrasi udara). Metode manual memerlukan investasi yang jauh lebih rendah, cukup dengan alat tangan atau mesin gerinda portabel.
- Biaya Tenaga Kerja: Karena kecepatannya, sandblasting secara signifikan mengurangi jam kerja manusia per meter persegi. Pada proyek besar, penghematan waktu ini sering kali menutupi biaya sewa atau depresiasi alat.
- Manajemen Limbah: Di sinilah metode manual terkadang memiliki keunggulan. Sandblasting menghasilkan volume limbah yang besar berupa campuran media abrasif bekas dan serpihan cat (yang mungkin mengandung timbal atau kromium). Metode manual menghasilkan limbah yang jauh lebih sedikit dan lebih mudah dilokalisasi, meskipun debu yang dihasilkan tetap berbahaya.
Pertimbangan Kesehatan, Keselamatan, dan Lingkungan (HSE)
Implementasi sandblasting menuntut standar keselamatan yang sangat ketat. Operator harus menggunakan pakaian pelindung lengkap dan helm dengan suplai udara bersih (supplied-air respirator) untuk mencegah silikosis dan inhalasi debu beracun. Area kerja juga harus diisolasi menggunakan containment untuk mencegah kontaminasi lingkungan sekitar.
Metode manual, meskipun dianggap lebih aman, bukan tanpa risiko. Getaran tangan-lengan (hand-arm vibration) dari penggunaan alat listrik jangka panjang dapat menyebabkan cedera saraf. Selain itu, debu dari pengamplasan manual sering kali lebih halus dan lebih mudah terhirup jika operator tidak menggunakan masker respirator yang tepat.
Sinergi dan Pemilihan Metode Berdasarkan Kondisi
Keputusan antara menggunakan sandblasting atau metode manual tidak selalu bersifat mutlak. Sering kali, industri menerapkan pendekatan hibrida. Misalnya, area luas yang mudah dijangkau akan diproses menggunakan sandblasting untuk mencapai efisiensi maksimal, sementara sudut-sudut sempit atau area di dekat instrumen sensitif akan dikerjakan secara manual untuk menghindari kerusakan akibat pantulan abrasif (rebound effect).
Dalam restorasi tangki penyimpanan kimia, misalnya, penggunaan sandblasting dengan media vacuum blasting menjadi solusi tengah. Teknologi ini menembakkan abrasif dan langsung menghisapnya kembali beserta kontaminan, sehingga menggabungkan kebersihan profil sandblasting dengan kebersihan lingkungan kerja metode manual.
Pemilihan jenis media abrasif dalam sandblasting juga menentukan hasil akhir dekontaminasi. Penggunaan steel grit yang tajam akan menghasilkan profil yang sangat kasar, ideal untuk pelapis termal semprot (thermal spray coatings), sementara penggunaan glass beads atau soda blasting lebih cocok untuk membersihkan kontaminan tanpa merusak profil asli logam, sering digunakan dalam pembersihan komponen mesin presisi atau restorasi artefak sejarah.
Faktor kelembapan relatif (RH) saat proses dekontaminasi juga menjadi variabel penentu. Pada teknik sandblasting kering, permukaan logam yang baru dibersihkan (terutama jika mencapai standar Sa 2.5 atau Sa 3) sangat rentan terhadap flash rust jika kelembapan udara di atas 85%. Dalam kondisi lingkungan yang ekstrem, metode manual terkadang lebih disukai karena pengerjaannya bisa dilakukan secara bertahap dalam area kecil yang segera ditutup dengan cat dasar (primer), meskipun efisiensi keseluruhannya jauh lebih rendah dibandingkan operasi blasting skala penuh.
Keberhasilan proses dekontaminasi pada akhirnya diukur melalui pengujian pasca-preparasi. Penggunaan Press-O-Film (pita replika) untuk mengukur kedalaman profil dan uji Bresle untuk mendeteksi residu garam terlarut adalah prosedur standar yang memastikan bahwa metode yang dipilih, baik itu sandblasting maupun manual, telah memenuhi spesifikasi teknis yang dipersyaratkan oleh produsen cat. Tanpa validasi data ini, pemilihan metode hanya didasarkan pada asumsi kecepatan dan biaya tanpa jaminan integritas perlindungan korosi jangka panjang.
Efisiensi dekontaminasi juga sangat dipengaruhi oleh karakteristik lapisan lama yang akan diangkat. Lapisan berbasis alkyd yang sudah tua dan rapuh mungkin mudah diangkat dengan metode manual. Namun, sistem pelapis modern seperti glass-flake epoxy atau polyurethane berperforma tinggi memiliki ikatan polimer yang sangat kuat, sehingga teknik sandblasting menjadi satu-satunya cara yang layak secara teknis untuk membersihkan permukaan hingga ke level substrat dasar tanpa meninggalkan residu film yang dapat mengganggu ikatan antarmuka pelapis baru.
Komentar